在全球风电发展及中国“双碳”政策背景下,可再生清洁能源发电作为中国未来发展的重点领域和主要布局点,风力发电行业步入快车道,未来发展环境将持续向好。其中,深远海将成为我国海上风电开发的重要组成部分,预期相关政策及规划有望在2024年逐步落地,将进一步打开海风发展空间。
风力发电是一种清洁能源技术,风力发电的原理是利用风力带动风机叶片旋转,再透过增速装置提升转速,驱动发电机发电,将风能转化为机械能源,然后再转变成电力。一套风电机组(风机)由叶片、齿轮箱、电机、轴承、风塔、机舱罩、控制系统等部件组成,依据目前的风车技术,大约是每秒三公尺的微风速度(微风的程度),便可以开始发电。风力发电可以分为陆上风力发电和海上风力发电。
初期示范及产业化建立阶段,我国风电场建设始于1986年一一马兰风电场在山东荣成并网发电,标志着中国凤电的开端。在其后的十余年中,我国风电建设经历了初期示范和产业化建立阶段,装机容量缓慢增长。
政策驱动行业快速上行,机型跨越升级。在此阶段,我国风电新增装机激增,年均复合增速达112.1%。自2003年起,随着国家发改委出台《风电特许权项目前期工作管理办法》,推出“风电特许权项目”,风电场建设进入规模化及国产化阶段,装机容量增长迅速。
行业调整洗牌——“适者生存”。此前风电行业发展过快,使得包括电网建设滞后于风电建设、国产风电机组质量安全问题频发等问题逐渐凸显。
走出寒冬,复苏回暖。调整洗牌后,中国风电产业过热势头已基本遏制,2013-2015年风电新增装机复合增速为38.3%,发展模式基本实现了从重规模、重速度、重装机到重效益、重质量、重电量的转变。
政策频出改善弃风限电难题,受2015年抢装透支影响,2016-2017年行业新增装机规模放缓,弃风限电现象再次加剧。此时国内政策端对风电产业的支持力度在不断加码,弃风限电在2017年开始缓解,电力市场改革为新能源成长打开新的空间。
通过复盘我国风电装机周期变迁,综合不同阶段影响装机的主要因素,可以看到国家政策性补贴及并网消纳水平是影响风电装机的两大核心因素。

对于风力发电,多采用升力型水平轴风力发电机。大多数水平轴风力发电机具有对风装置,能随风向改变而转动。
风轮的旋转轴垂直于地面或者气流的方向,垂直轴风力发电机在风向改变的时候无需对风,在这点上相对于水平轴风力发电机是一大优势,它不仅使结构设计简化,而且也减少了风轮对风时的陀螺力。主要分为阻力型和升力型。阻力型垂直轴风力发电机主要是利用空气流过叶片产生的阻力作为驱动力的,而升力型则是利用空气流过叶片产生的升力作为驱动力的。由于叶片在旋转过程中,随着转速的增加阻力急剧减小,而升力反而会增大,所以升力型的垂直轴风力发电机的效率要比阻力型的高很多。

是一种新型的风力发电设备,其核心技术是利用风轮上下两个转轮间的径流双轮效应来提高发电效率。传统的风力发电设备只有一个水平转轮,风向发生变化时会导致转轮受到侧向风力影响,从而影响发电效率。而径流双轮效应风轮则在水平转轮的上下方分别增加了一个竖直转轮,通过对风的分流作用来减小侧向风力对转轮的影响,从而提高发电效率。该设备的优点还包括:可以利用低速风资源发电、噪音低、对环境影响小等。因此,径流双轮效应风轮被认为是未来风力发电的一个重要发展方向。
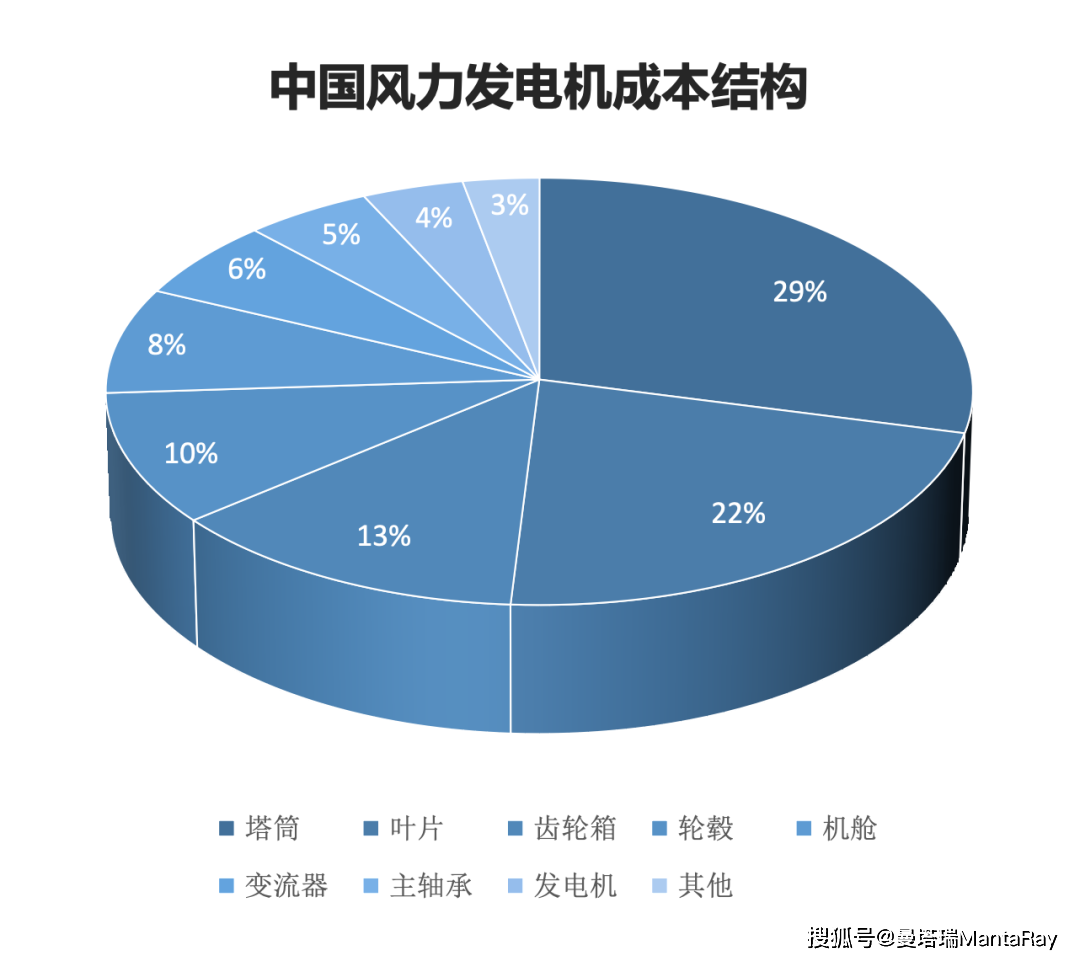
风力发电机主要由叶轮、机舱、塔筒三部分构成。其中,叶轮负责将风能转化为机械能,继而通过发电机转化为电能,风电叶片的尺寸、形状直接决定了能量转化效率,也直接决定了机组功率和性能,是风电发电机的“灵魂”,占风力发电机成本的22%。
风电叶片是风电机组中将自然界风能转换为风力发电机组电能的核心部件,也是衡量风电机组设计和技术水平的主要依据。随着风电行业的加速发展,风力发电整机容量不断增长,对风电叶片的体积、长度、质量等方面要求愈来愈高,叶片制作、生产过程工艺控制、叶片维护等方面实际操作难度日益提升,风电叶片行业技术、工艺创新需求持续增长。

风电叶片结构如有图所示,传统风电叶片的主要结构包括01迎风面壳体、02背风面壳体及03腹板(前、后缘腹板)。其中,迎风面和背风面是由04内外蒙皮、05芯材、06主梁、后缘梁(图中未显示)及粘接角(图中未显示)组成的夹心结构。
风电叶片产业链由上至下可依次分为上游原材料、中游叶片以及下游风能发电环节。

目前叶片生产主流技术工艺路线有真空灌注成型工艺、预浸料铺放工艺、拉挤工艺等。
真空灌注成型工艺是将纤维增强材料直接铺放在模具上,在纤维增强材料上铺设一层剥离层,剥离层通常是一层很薄的低孔隙率、低渗透率的纤维织物,剥离层上铺放高渗透介质,然后用真空薄膜包覆及密封。模具用薄膜包覆密封,真空泵抽气至负压状态。脱模布为一层易剥离的低孔隙率的纤维织物,导流布为高渗透率的介质,导流管分布在导流布的上面。树脂通过进胶管进入整个体系,通过导流管引导树脂流动的主方向,导流布使树脂分布到铺层的每个角落,固化后剥离脱模布,从而得到密实度高,含胶量低的铺层结构。
预浸料方法依其所使用的预浸增强材料而得名。在这种工艺中,部分固化树脂和增强材料铺放在单模中,加热固化。为了避免富树脂区的出现和排除存气空隙,需要预浸料中的树脂有足够的溢出量,目前,市场上商业化的预浸料一般需要较高的固化温度(90~110)。使用预浸料的主要优势是在生产过程中纤维增强材料排列完好,因此可以制造低纤维缺陷以及性能优异的部件。
拉挤成型工艺一般用于生产具有一定断面,连续成型制品的生产中。这种连续成型工艺中,增强材料通过树脂浸胶槽,固化成型。拉挤制品的纤维含量高,质量稳定,由于是连续成型易于自动。